Технологии
Собственное производство и современное оборудование позволяют воплощать любые дизайнерские идеи и конструкторские решения
Виды
наших
технологий
Размотка

Размотка Great Wall Accura 1400 SD
Лакировка

Лакировальная машина KBA PLANETA Varimat
Печать

Печатная машина КВА RAPIDA 105 universal
Тиснение

Тиснение TYMB-1300
Ламинация

Ламинатор LXFMYZ-1300
Изготовление гофрокартона

Паровой гофроагрегат LXC 200
Кашировка

Автоматическая кашировка SBL ST-1300
Высечка

BOBST VISIONCUT 106PE
Склейка

Фальцевально-склеивающая линия BOBST Visionfold 110
Вклейка окон
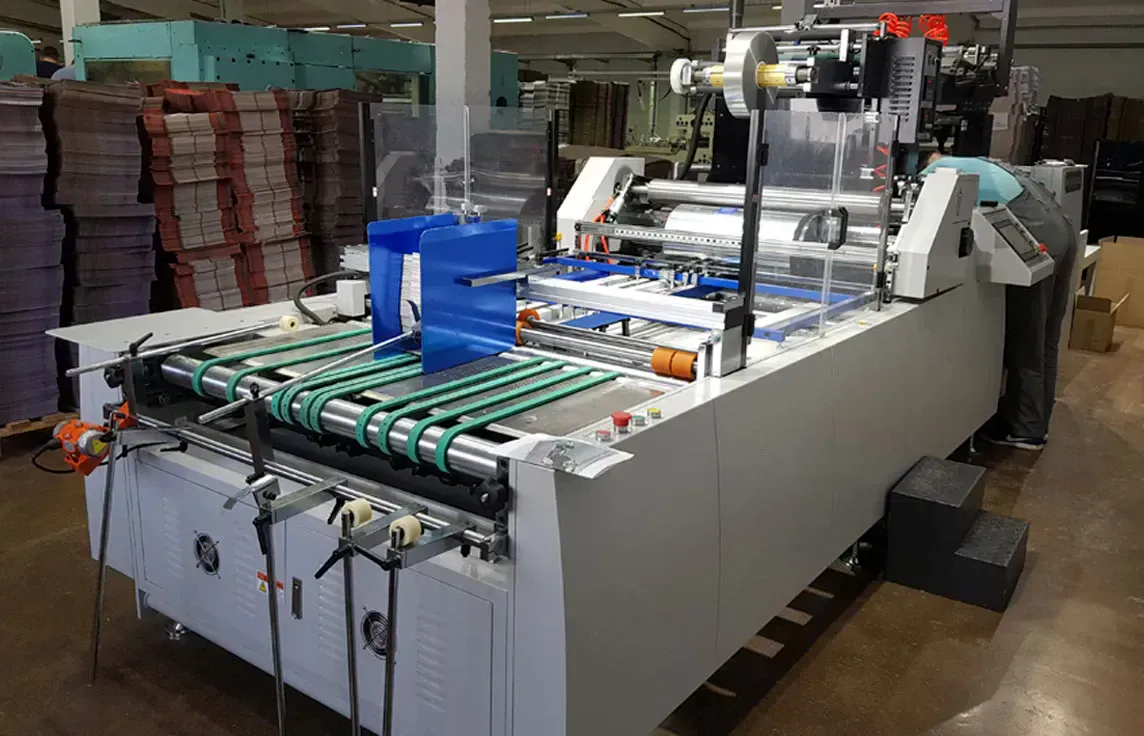
Автоматическая вклейка окон ПВХ SBL G-1080
Изготовление ланч-боксов
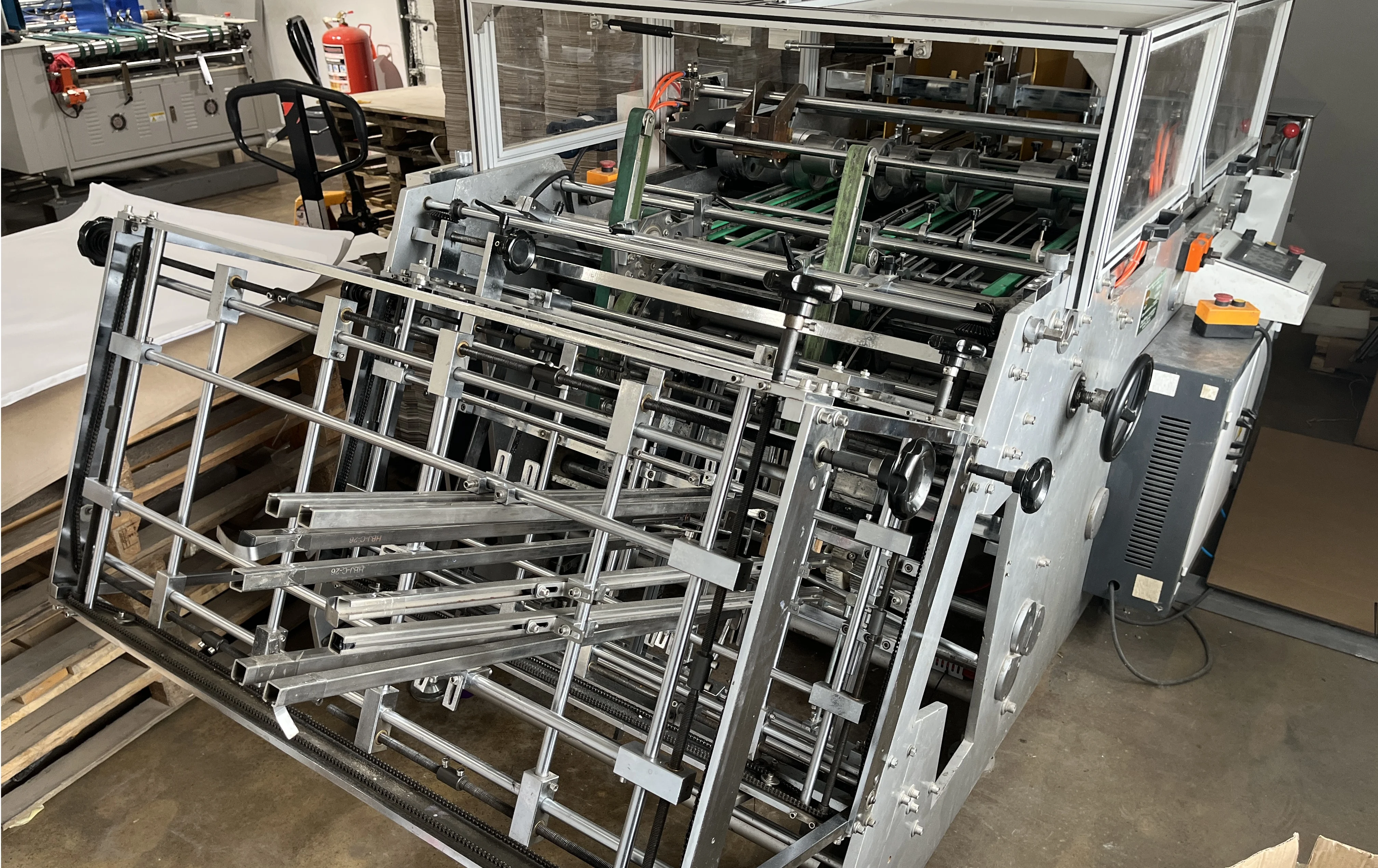
Машина для изготовления ланч-боксов HBJ-D1200
Паровой гофроагрегат LXC 200
- Максимальный формат листа: 1400х1310 мм
- Минимальный формат листа: 385х230 мм
- Плотность картона для плоского слоя: 70–160 гр/м²
- Плотность бумаги для флютинга: 70–140 гр/м²
Виды производимого двухслойного
и трехслойного гофрокартона
марка
«F»
«E»
«B»
толщина
1 мм
2 мм
3 мм
Производительность:
40 000 погонных метров в смену
